FINISHING STEEL FASTER
Cermet vs Carbide, Uncoated vs Coated
Download Study CCX CVD Coated CermetTHE EVALUATION
Shorter cycle times are key for manufacturers to remain competitive and profitable. For roughing applications customers can try running higher cutting speeds, taking heavier depths of cut or using higher feedrates to maximize the metal removal rate and shorten cycle times. However, in finishing applications the depth of cut is usually fixed (1 finish pass) so only the cutting speed or feed can be addressed. Additionally, most workpieces have some surface finish specified that limits the maximum feedrate. On straight cuts we can consider wiper inserts but for profiling or angled cuts wipers are ineffective. In those cases, only an increase in cutting speed will reduce cycle time. The purpose of this evaluation was to see how CVD-coated cermets compared to PVD-coated and uncoated cermets and CVD-coated carbide when finishing 1045 steel.
THE RESULTS
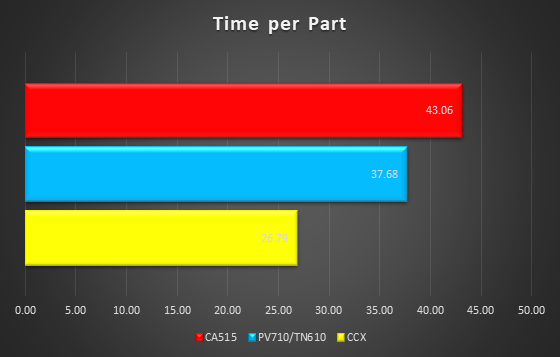
All insert grades were tested at the same depth of cut and feedrate. Cutting speeds were set at the maximum recommended speed for finishing 1045 steel. The test was set so that each insert removed the same amount of material from the workpiece. Naturally, the inserts run at higher speeds made it through the material faster than those run at slower speeds.
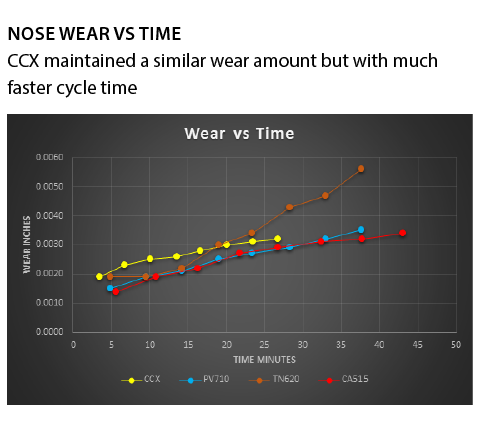
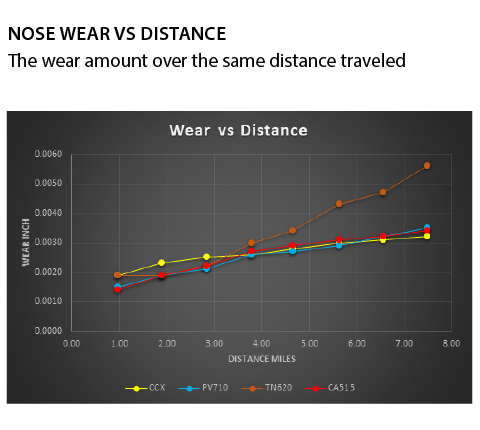
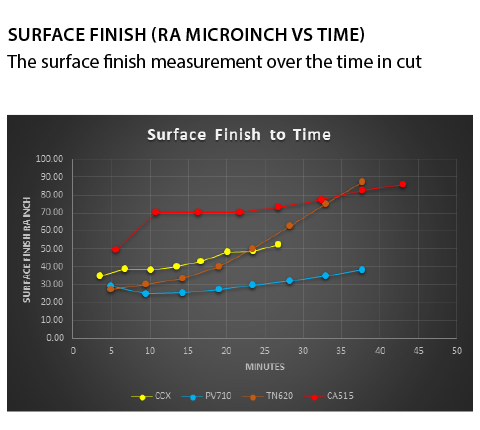
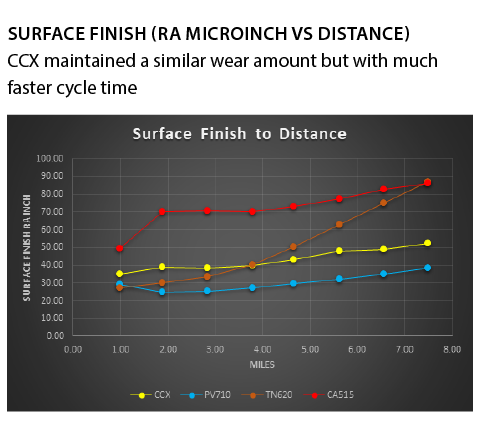
Kyocera measured wear at regular intervals and plotted this vs both distance machined (equal for all inserts tested) and time (varied due to the cutting speed differences). Surface finish vs distance was also plotted to see how well the inserts held up. There is no benefit to run at higher speeds if the tool life is unstable or too short.
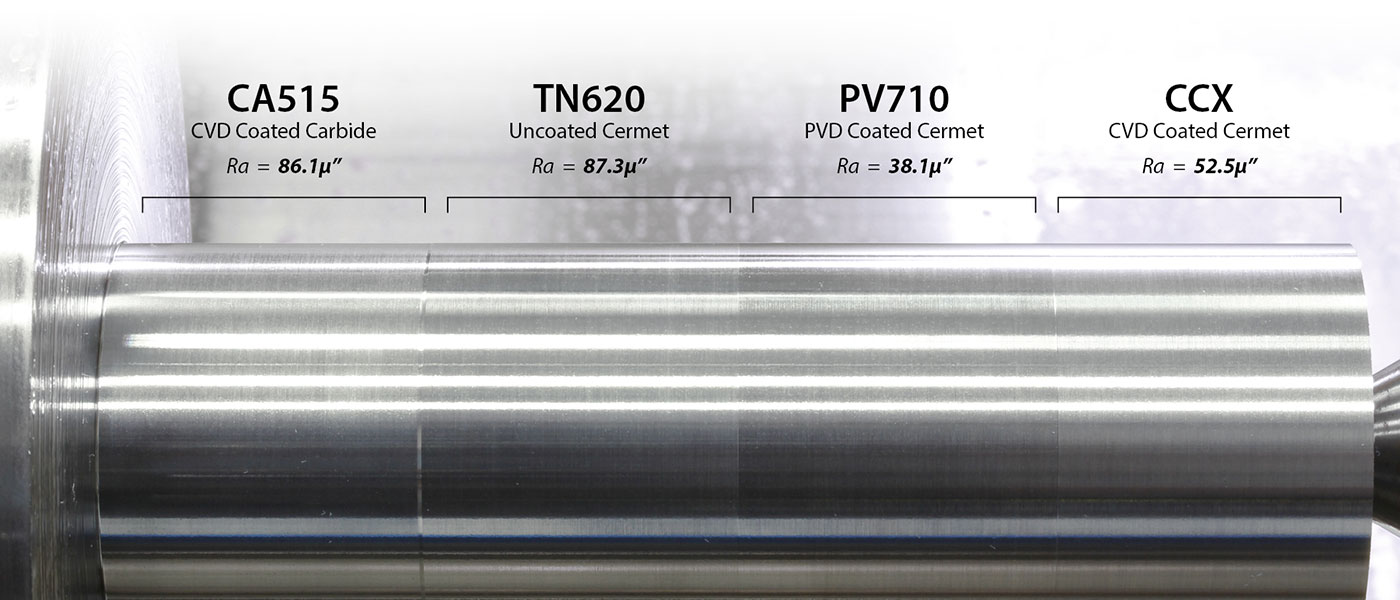
As you can see from the charts below, Kyocera’s CCX CVD-coated cermet delivers shorter cycle times due to its ability to run at much higher cutting speeds than conventional cermet and carbide inserts while maintaining an excellent surface finish. Kyocera’s PV710 cermet grade with its super smooth MEGACOAT NANO coating provided the best surface finish but at a slower cutting speed. Manufacturers should consider CVD-coated cermet grade CCX as a tool to help reduce cycle times and improve profitability when finishing steels and cast irons.
TECHNICAL
Cutting Conditions:
• CCX - New CVD Coated Cermet 450 m/min (1476 sfm)
• PV710 - PVD Coated Cermet 320 m/min (1050 sfm)
• TN620 - Uncoated Cermet 320 m/min (1050 sfm)
• CA515 - CVD Coated Carbide 280 m/min (918 sfm)
• All tools performed 100 passes at 0.5mm (0.020”) depth of cut, and 0.1 mm/rev (0.004 ipr) feed
• 1045 Steel workpiece
Wear and Surface Finish Evaluations
Overall results show CCX CVD Coated Cermet as a top contender for finishing steel
Surface Finish
(After 100 Passes)